
厦门模优模具培训中心主要从事UG+CAD模具设计,UG模具编程,产品设计培训等!学员前期学习理论知识,后期安排到模具设计或者数控编程部门实践教学,手把手的教学,一对一的辅导,真正做到理论与实践相结合!欢迎来电咨询!
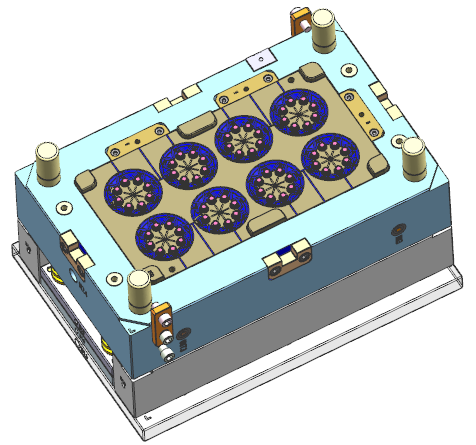
模具对准单元亦称为模具刃件对合引导装置。为确实保持上模与下模对准及缩短其准备时间,依制品精度及生产数量等条件要求,模具对准单元主要有下列五种:(1).无导引型:模具安装于冲床时直接进行其刃件对合作业,不使用引导装置。
厦门模优模具培训中心主要从事UG+CAD模具设计,UG模具编程,产品设计培训等!学员前期学习理论知识,后期安排到模具设计或者数控编程部门实践教学,手把手的教学,一对一的辅导,真正做到理论与实践相结合!欢迎来电咨询!
冲头固定法及柄部形状:冲头柄部大致分为直段型与肩部型两种,其固定方式选用因素有制品及模具精度、冲头及冲头固定板加工机械与加工方法、维护保养方法等。柄部尺寸及精度:冲头柄部尺寸及精度将随冲头固定方式而有不同要求。冲头长度调整方法:冲切冲头长度因再研磨加工而减短,为与其他工程如 (弯曲、引伸等) 冲头长度保持平衡及维持冲头设计长度,有必要调整冲头长度。
厦门模优模具培训中心主要从事UG+CAD模具设计,UG模具编程,产品设计培训等!学员前期学习理论知识,后期安排到模具设计或者数控编程部门实践教学,手把手的教学,一对一的辅导,真正做到理论与实践相结合!欢迎来电咨询!
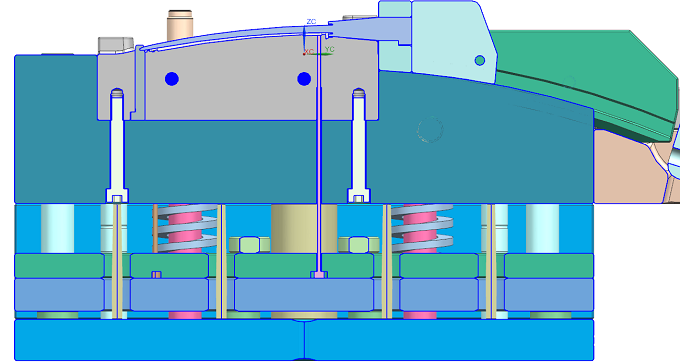
冲头固定板设计,冲头固定板厚度与模具及荷重大小有关系性,一般上为冲头长度30~40%,还有冲头引导度宜高于冲头直径1.5倍。导引销 (冲头) 引导部直径与材料导引孔间隙,其尺寸及突出压料板量依材料厚度而设计,导引销先端形状大致分为两种:A.形,B.圆锥形 (推拔形)。




 在线客服
在线客服 15060704011
15060704011 design@hyoumold.com
design@hyoumold.com